Turbiny – bez względu na to, jakim medium są napędzane oraz na jaką skalę pracują (czy są to wielkie turbozespoły w elektrowniach i elektrociepłowniach, czy pojedyncze urządzenia w zakładach przemysłowych) – bez wątpienia są urządzeniami, które w fazie budowy i uruchomienia wymagają wysokich nakładów inwestycyjnych. Czy rozsądny inwestor, podejmując decyzję o zakupie i uruchomieniu turbiny, może sobie pozwolić na niedopatrzenia w kwestii oleju smarowego pracującego w układzie? Odpowiedź nasuwa się sama.
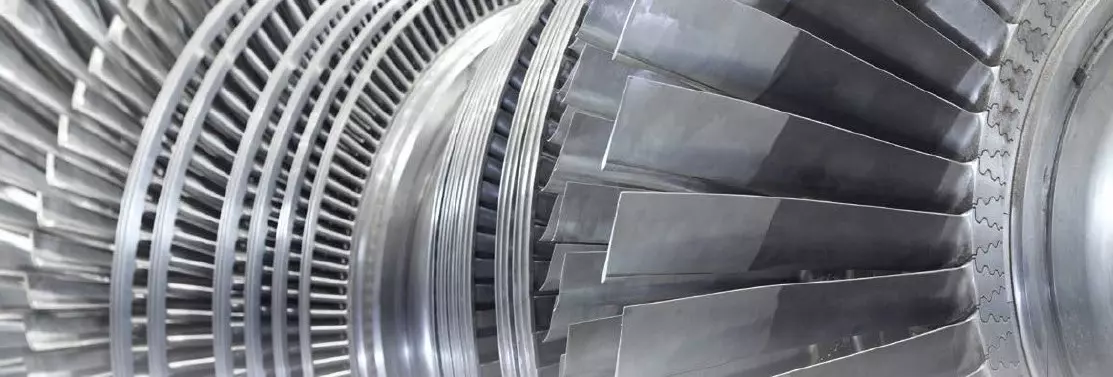
Zadaniem turbiny jest zamiana energii kinematycznej przepływającego medium na energię mechaniczną. Proces ten zachodzi na specjalnie ukształtowanych łopatkach przymocowanych do ułożyskowanego wału. Wał i odpowiednio ukształtowane łopatki stanowią wirnik turbiny, który oddaje przejętą energię do napędzanego urządzenia, najczęściej generatora. Często pomiędzy wałem a generatorem znajduje się przekładnia redukująca o...
Pozostałe 90% treści dostępne jest tylko dla Prenumeratorów

- sześć numerów magazynu „Służby Utrzymania Ruchu”,
- dodatkowe artykuły niepublikowane w formie papierowej,
- dostęp do czasopisma w wersji online,
- dostęp do wszystkich archiwalnych wydań magazynu oraz dodatków specjalnych...
- ... i wiele więcej!